Llyfryn bach yn arddangos gwaith chwarel calchlfaen Kneeshaw Lupton & Co. Ltd. yn Llanddulas, ger Abergele. Mae’r chwarel yn parhau i allforio calchfaen, er mae llawer llai na’i faint gwreiddiol. Yr oedd dau lanfa, gyda’r un yn y llun cyntaf bellach wedi ei ddymchwel. Mae olion o’r rhan o’r chwarel a ddymchwelir i’w weld heddiw o ffordd A55, gyda rhan ohoni bellach yn cael ei ddefnyddio i gladdu sbwriel na ellir ei ail-gylchu.
Nid oedd A55 yn bodoli pan gyhoeddwyd y llyfryn, ond rhedai heddiw ble mae’r tŵr yng nghanol y llun cyntaf.
Isod mae’r testun o’r lluniau, fel bod peiriannau chwilio yn ei ganfod.
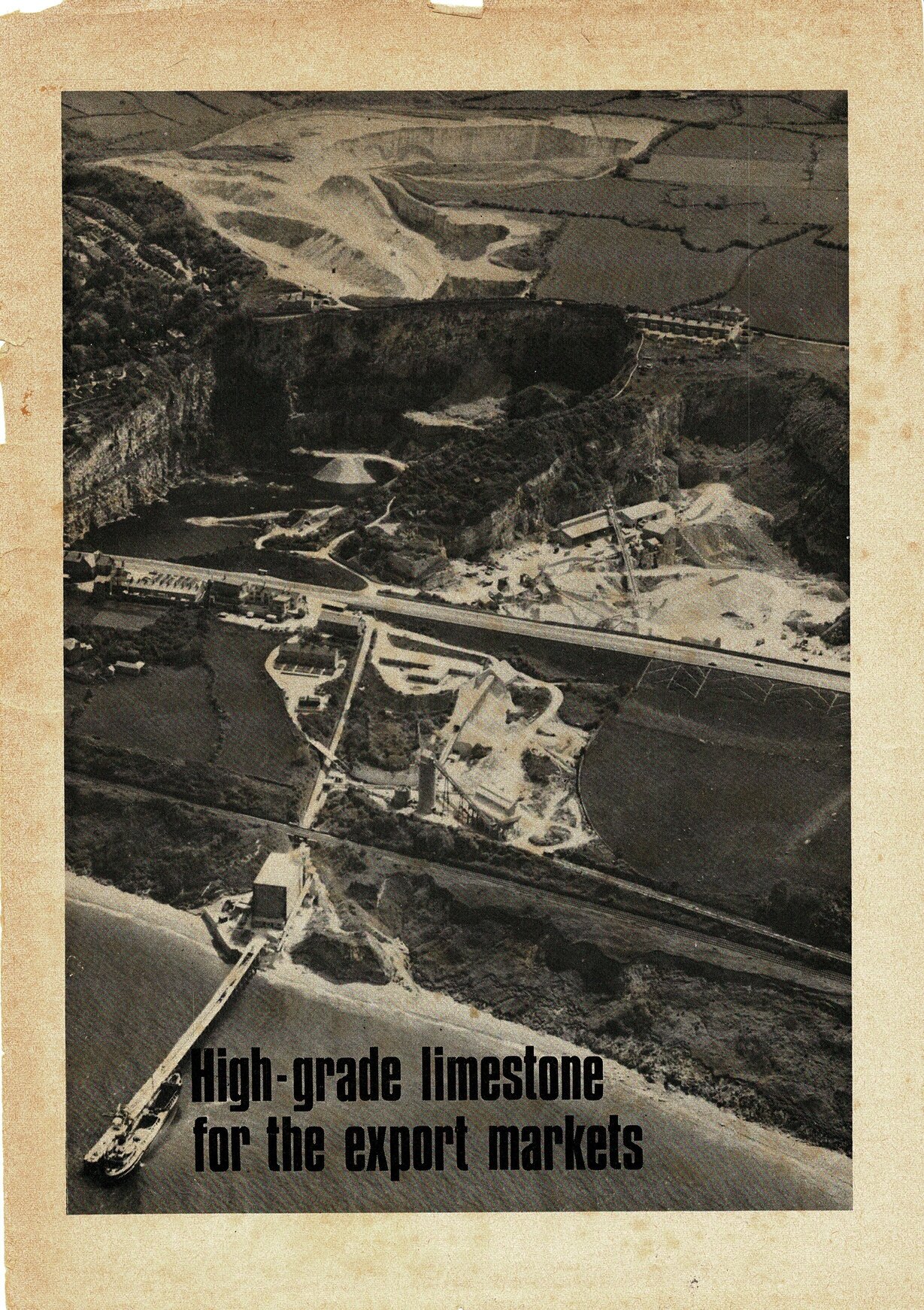
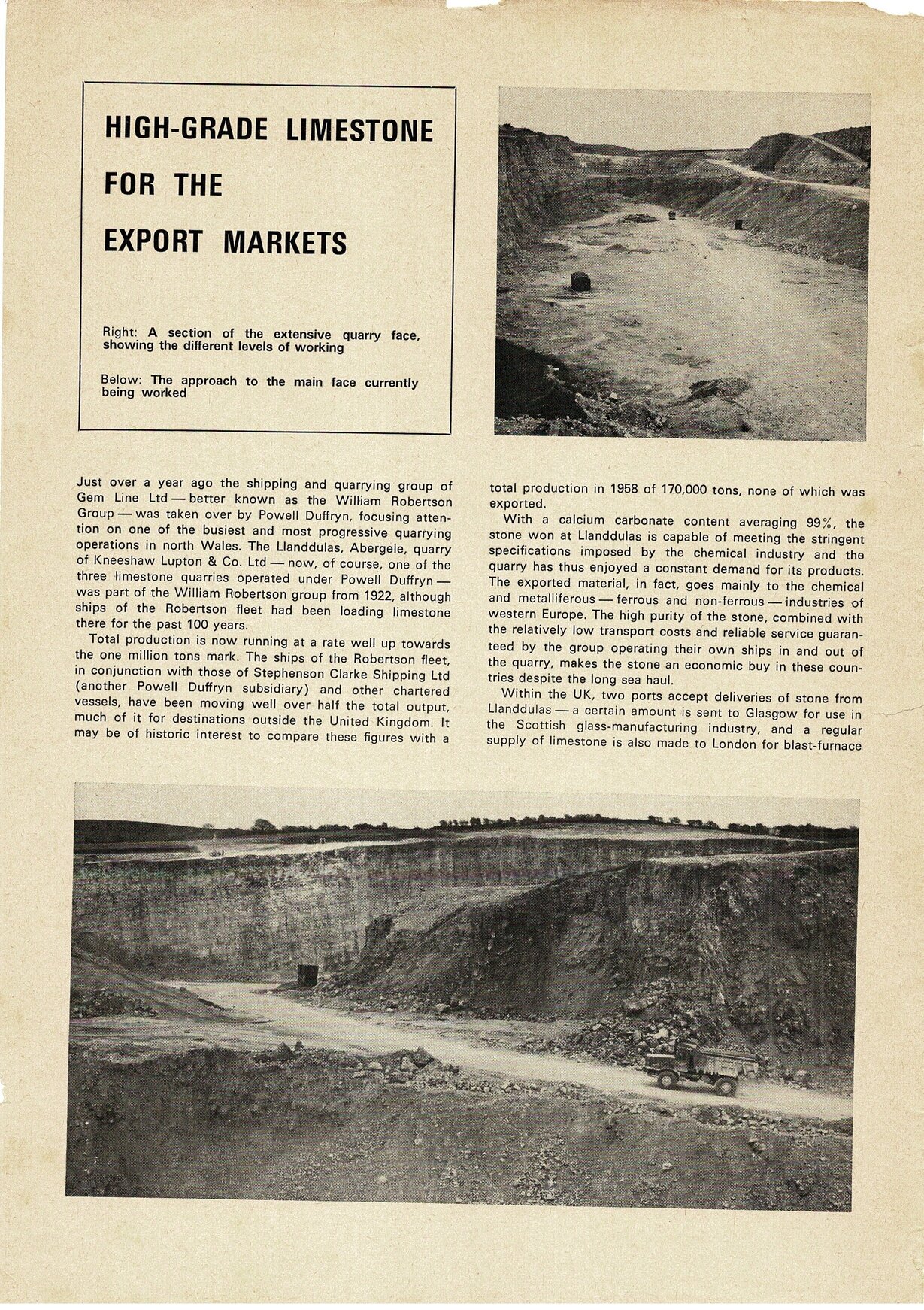
HIGH-GRADE LIMESTONE FOR THE EXPORT MARKETS
Just over a year ago the shipping and quarrying group of Gem Line Ltd – better known as the William Robertson Group – was taken over by Powell Duffryn, focusing attention on one of the busiest and most progressive quarrying operations in north Wales. The Llanddulas, Abergele, quarry of Kneeshaw Lupton & Co. Ltd – now, of course, one of the three limestone quarries operated under Powell Duffryn – was part of the William Robertson group from 1922, although ships of the Robertson fleet had been loading limestone there for the past 100 years.
Total production is now running at a rate well up towards the one million tons mark. The ships of the Robertson fleet, in conjunction with those of Stephenson Clarke Shipping Ltd (another Powell Duffryn subsidiary) and other chartered vessels, have been moving well over half the total output, much of it for destinations outside the United Kingdom. It may be of historic interest to compare these figures with a total production in 1958 of 170,000 tons, none of which was exported.
With a calcium carbonate content averaging 99%, the stone won at Llanddulas is capable of meeting the stringent specifications imposed by the chemical industry and the quarry has thus enjoyed a constant demand for its products. The exported material, in fact, goes mainly to the chemical and metalliferous – ferrous and non-ferrous – industries of western Europe. The high purity of the stone, combined with the relatively low transport costs and reliable service guaranteed by the group operating their own ships in and out of the quarry, makes the stone an economic buy in these countries despite the long sea haul.
Within the UK, two ports accept deliveries of stone from Llanddulas — a certain amount is sent to Glasgow for use in the Scottish glass-manufacturing industry, and a regular supply of limestone is also made to London for blast-furnace and foundry use and for use in the manufacture of cement.
Operating a two-shift system, the quarry plant is run each day from 6am to 10pm, and the processed stone is carried to the ships at the quarry’s own jetty by a conveyor system containing nearly a mile of belt.
Stocks in excess of 40,000 tons are maintained at the quarry and the stone is produced in a range of eight sizes from 6in to fin-dust.
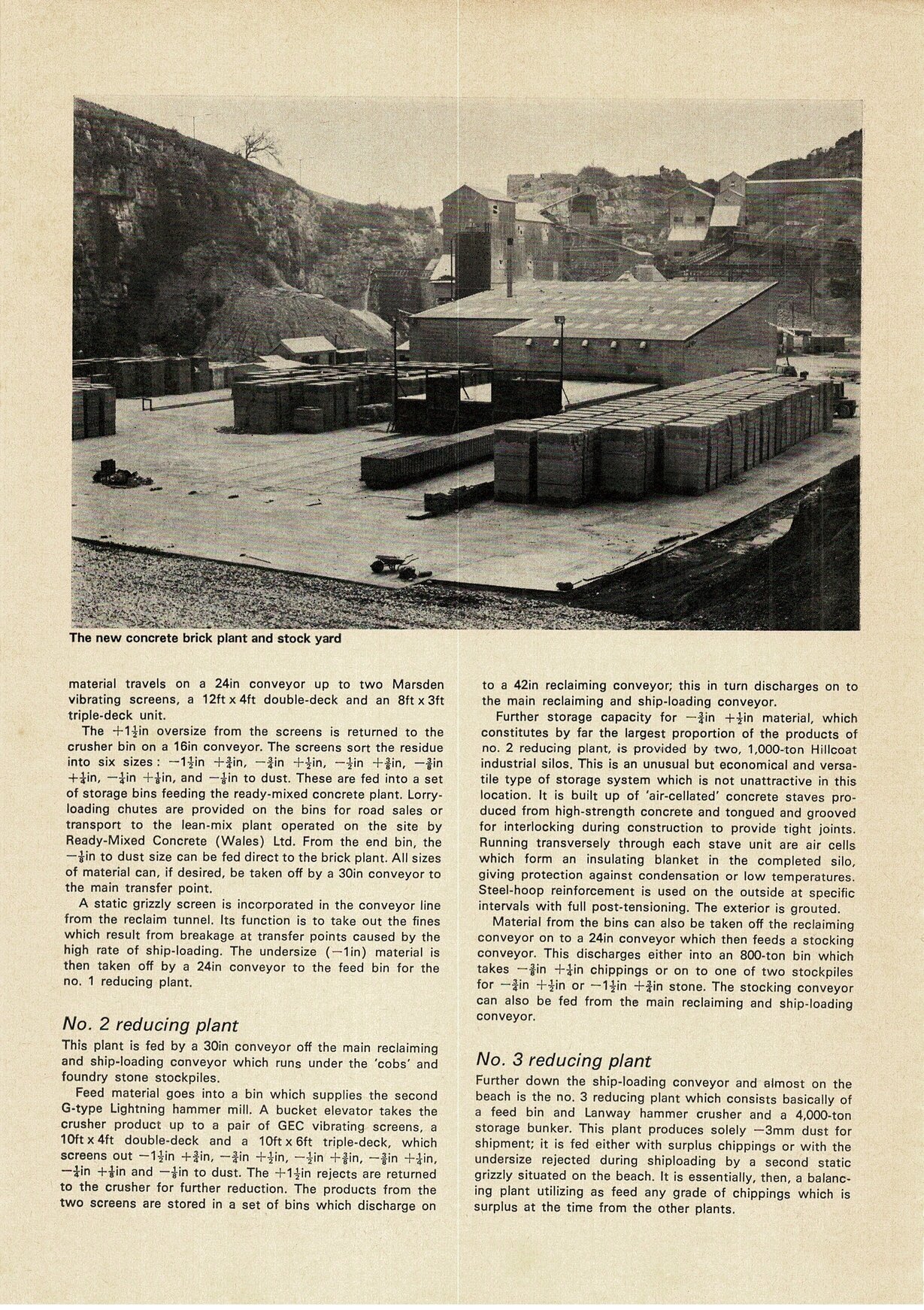
Other products of the quarry include concrete building bricks and a new production plant has recently been com-missioned, at a cost of £175,000, to replace two earlier separate units. The new plant will double the output of bricks, which are sold within a 50-mile radius of Llanddulas.
History of the quarry
Limestone has certainly been quarried at Llanddulas for the past 180 years, and possibly for much longer; as 1830 it was being shipped to industrial areas as a fluxing agent. This trade continued up to the end of the last war when the bulk of the production was being sent by sea to Glasgow and London for use in iron and steel manufacture, as road and building aggregates and for cement manufacture.
The story of the quarry’s growth really begins, however, in the latter half of the 1950s, when the high quality of the limestone then being quarried enabled the company to obtain a footing in the chemical industry. A substantial contract within the UK for the manufacture of calcium carbide was followed in the early 1960s by others for the same purpose overseas, and over the past 10 years one factory alone has taken over one million tons.
This entry into the export trade having proved successful, the quarry company began a concentrated sales effort in Europe which up to then had been largely self-supporting in limestone. So the export business was built up rapidly – based on the high purity of the stone, which is probably as good as any other limestone produced anywhere in western Europe with direct access to the sea; on the maintaining of strict geological and technical controls in the winning of the stone to meet the tight specifications; and last, but not least, on the use of company-owned ships which made possible a guaranteed delivery service. In this way customer confidence has been built up and maintained.
Methods of working the deposit
Originally the quarry was worked into the hillside beside the main road (A55) and later working was taken down to a lower level with the crushing plant on higher ground. After the low-level excavation was finished, it proved convenient con was than on prove on on to site the plant there.
In 1961 a tunnel was driven under the minor road that runs along the top of the old quarry face to meet a vertical shaft which had been driven many years previously; thus began the working of the deposits there. The tunnel, which was cut by the quarry staff, is 20ft high by 20ft wide and 1,600ft in length.
The minor road at the top of the hill, therefore, now separates the plant from the quarry and the extractive operations are completely hidden from the main A55 which in turn separates the main plant area from the sea-loading jetty and some of the final reduction plant. At the same time, the plant is not seen from the main road because it is at a lower level.
Three faces are being worked at present; the main one, and the furthest from the plant, is 700-800ft long and rises to 120ft at its highest point. It is, however, in the process of being benched to give two faces of 60ft each. The higher-purity stone occurs high up in the face.
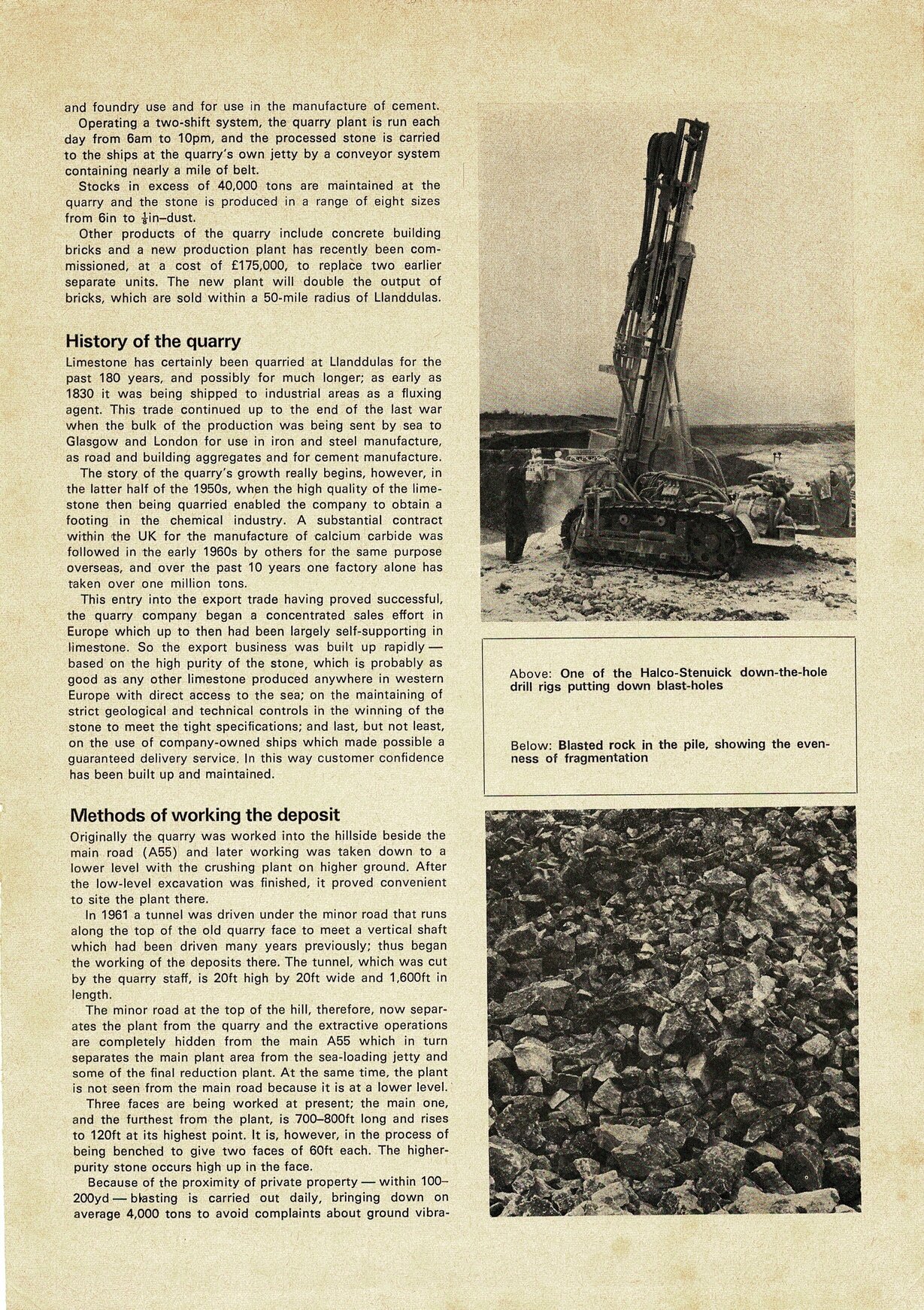
Because of the proximity of private property — within 100-200yd – blasting is carried out daily, bringing down on average 4,000 tons to avoid complaints about ground vibration from larger blasts. Three Halco-Stenuick down-the-hole drills, with one back-up machine, put down 4in holes on a pattern varying between 10ft and 12ft burden by 10ft spac-ing. The explosive used is ANFO, site-mixed.
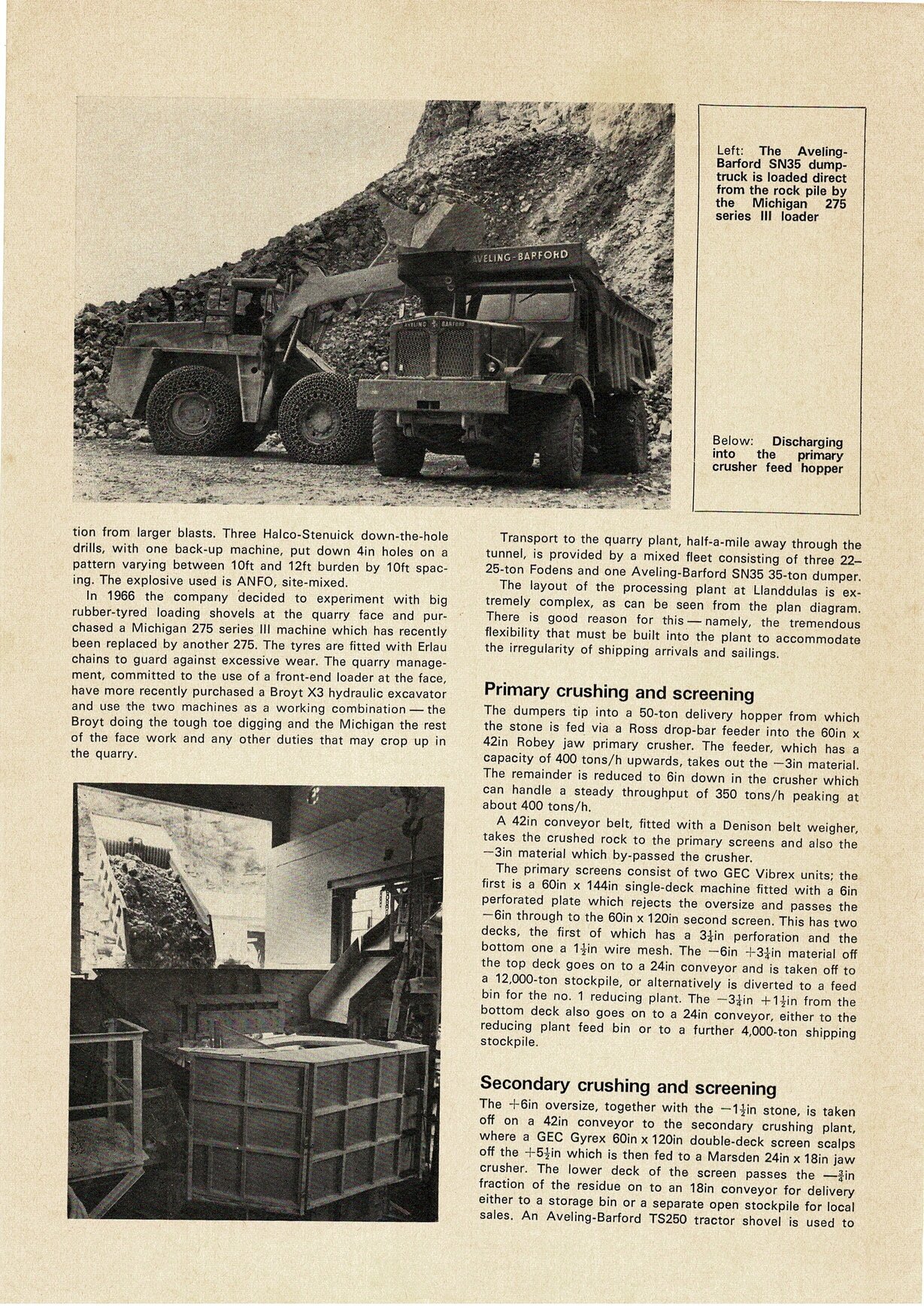
In 1966 the company decided to experiment with big rubber-tyred loading shovels at the quarry face and purchased a Michigan 275 series Ill machine which has recently been replaced by another 275. The tyres are fitted with Erlau chains to guard against excessive wear. The quarry manage. ment, committed to the use of a front-end loader at the face, have more recently purchased a Broyt X3 hydraulic excavator and use the two machines as a working combination – the Broyt doing the tough toe digging and the Michigan the rest of the face work and any other duties that may crop up in the quarry.
Transport to the quarry plant, half-a-mile away through the tunnel, is provided by a mixed fleet consisting of three 22-25-ton Fodens and one Aveling-Barford SN35 35-ton dumper.
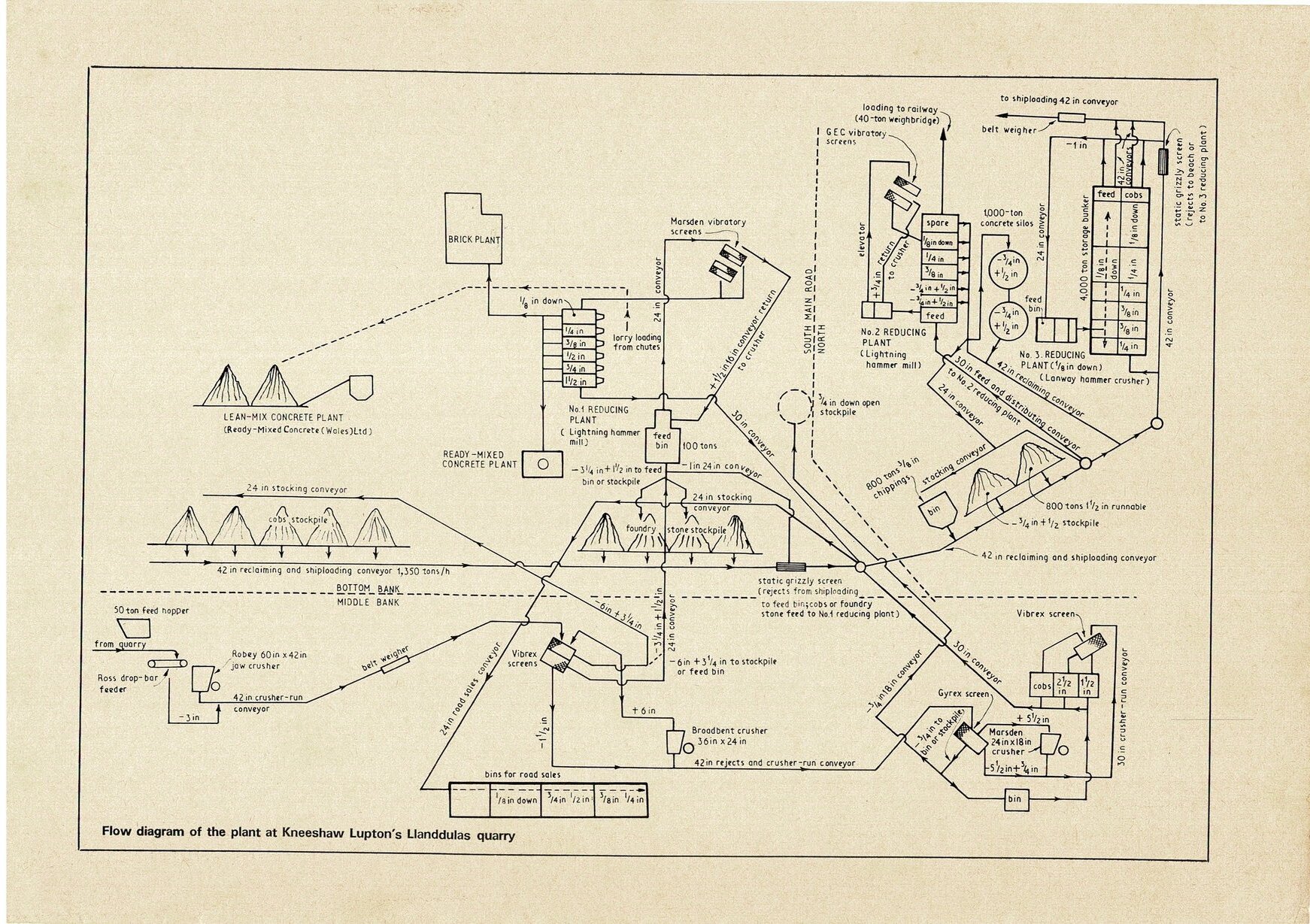
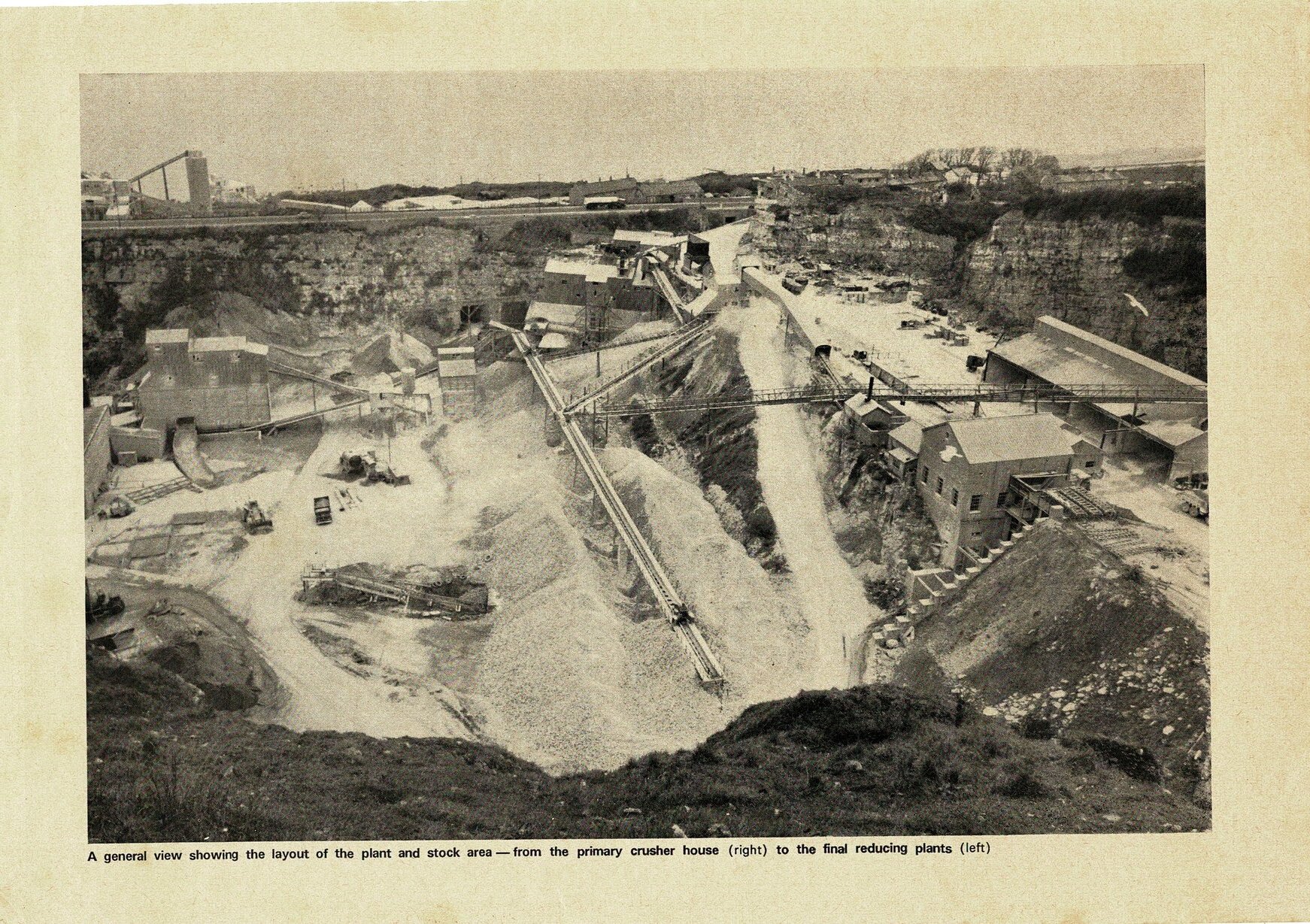
The layout of the processing plant at Llanddulas is extremely complex, as can be seen from the plan diagram. There is good reason for this — namely, the tremendous flexibility that must be built into the plant to accommodate the irregularity of shipping arrivals and sailings.
Primary crushing and screening
The dumpers tip into a 50-ton delivery hopper from which the stone is fed via a Ross drop-bar feeder into the 60in x 42in Robey jaw primary crusher. The feeder, which has a capacity of 400 tons/h upwards, takes out the -3in material. The remainder is reduced to 6in down in the crusher which can handle a steady throughput of 350 tons/h peaking at about 400 tons/h.
A 42in conveyor belt, fitted with a Denison belt weigher, takes the crushed rock to the primary screens and also the -3in material which by-passed the crusher.
The primary screens consist of two GEC Vibrex units; the first is a 60in x 144in single-deck machine fitted with a 6in perforated plate which rejects the oversize and passes the -6in through to the 60in x 120in second screen. This has two decks, the first of which has a 3¼in perforation and the bottom one a 1½in wire mesh. The -6in +3in material off the top deck goes on to a 24in conveyor and is taken off to a 12,000-ton stockpile, or alternatively is diverted to a feed bin for the no. 1 reducing plant. The -3¼in +1½in from the bottom deck also goes on to a 24in conveyor, either to the reducing plant feed bin or to a further 4,000-ton shipping stockpile.
Secondary crushing and screening
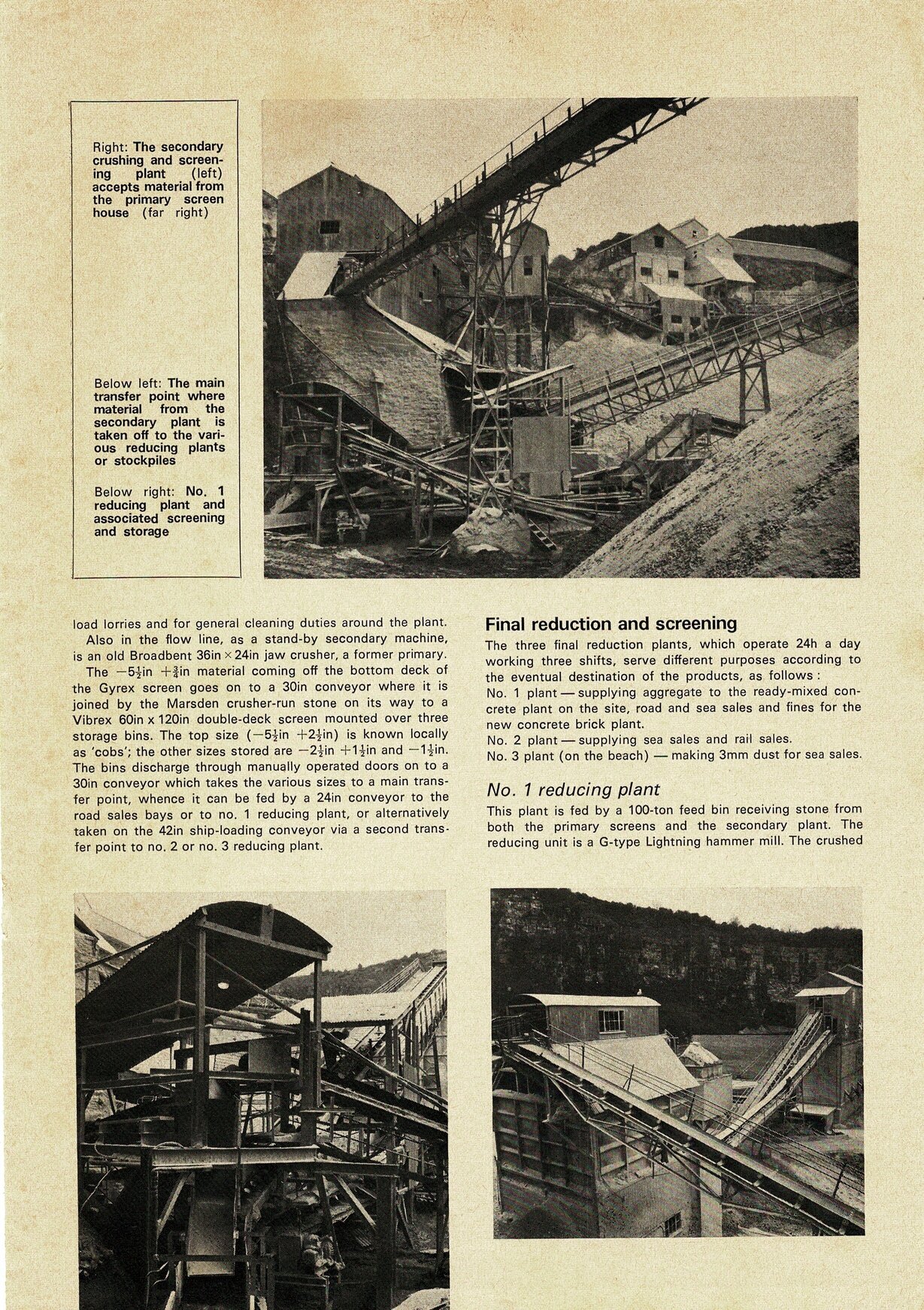
The +6in oversize, together with the -1½in stone, is taken off on a 42in conveyor to the secondary crushing plant, where a GEC Gyrex 60in x 120in double-deck screen scalps off the +54in which is then fed to a Marsden 24in x 18in jaw crusher. The lower deck of the screen passes the —in fraction of the residue on to an 18in conveyor for delivery either to a storage bin or a separate open stockpile for local sales. An Aveling-Barford TS250 tractor shovel is used to load lorries and for general cleaning duties around the plant.
Also in the flow line, as a stand-by secondary machine, is an old Broadbent 36in x 24in jaw crusher, a former primary.
The -5½in +¾in material coming off the bottom deck of the Gyrex screen goes on to a 30in conveyor where it is joined by the Marsden crusher-run stone on its way to a Vibrex 60in x 120in double-deck screen mounted over three storage bins. The top size (-5½in +2½in) is known locally as ‘cobs’; the other sizes stored are -2½in +1½in and -1½in. The bins discharge through manually operated doors on to a 30in conveyor which takes the various sizes to a main transfer point, whence it can be fed by a 24in conveyor to the road sales bays or to no. 1 reducing plant, or alternatively taken on the 42in ship-loading conveyor via a second trans. fer point to no. 2 or no. 3 reducing plant.
Final reduction and screening
The three final reduction plants, which operate 24h a day working three shifts, serve different purposes according to the eventual destination of the products, as follows :
- No. 1 plant – supplying aggregate to the ready-mixed concrete plant on the site, road and sea sales and fines for the new concrete brick plant.
- No. 2 plant — supplying sea sales and rail sales.
- No. 3 plant (on the beach) – making 3mm dust for sea sales.
No. 1 reducing plant
This plant is fed by a 100-ton feed bin receiving stone from both the primary screens and the secondary plant. The reducing unit is a G-type Lightning hammer mill. The crushed material travels on a 24in conveyor up to two Marsden vibrating screens, a 12ft x 4ft double-deck and an 8ft x 3ft triple-deck unit.
The +1½in oversize from the screens is returned to the crusher bin on a 16in conveyor. The screens sort the residue into six sizes: -1½in +¾in, -¾in +½in, -½in +⅜in, -⅜in +¼in, -¼in +⅛in, and -⅛in to dust. These are fed into a set of storage bins feeding the ready-mixed concrete plant. Lorry-loading chutes are provided on the bins for road sales or transport to the lean-mix plant operated on the site by Ready-Mixed Concrete (Wales) Ltd. From the end bin, the -⅛in to dust size can be fed direct to the brick plant. All sizes of material can, if desired, be taken off by a 30in conveyor to the main transfer point.
A static grizzly screen is incorporated in the conveyor line from the reclaim tunnel. Its function is to take out the fines which result from breakage at transfer points caused by the high rate of ship-loading. The undersize (-1in) material is then taken off by a 24in conveyor to the feed bin for the no. 1 reducing plant.
No. 2 reducing plant
This plant is fed by a 30in conveyor off the main reclaiming and ship-loading conveyor which runs under the ‘cobs’ and foundry stone stockpiles.
Feed material goes into a bin which supplies the second G-type Lightning hammer mill. A bucket elevator takes the crusher product up to a pair of GEC vibrating screens, a 10ft x 4ft double-deck and a 10ft x 6ft triple-deck, which screens out -1½in +¾in, -¾in +½in, -½in +⅜in, -⅜in +¼in, -¼in +⅛in and -⅛in to dust. The +1in rejects are returned to the crusher for further reduction. The products from the two screens are stored in a set of bins which discharge on to a 42in reclaiming conveyor; this in turn discharges on to the main reclaiming and ship-loading conveyor.
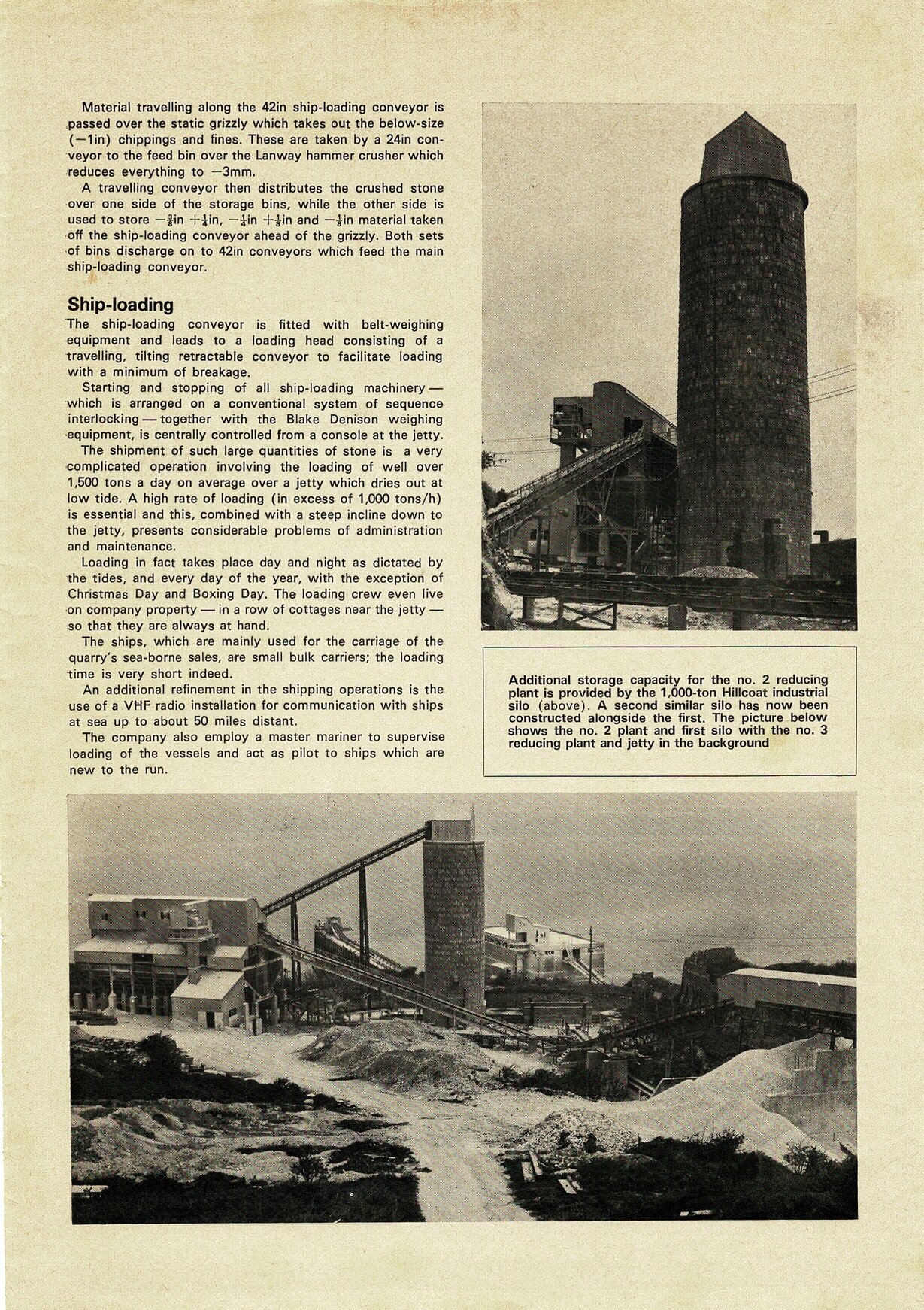
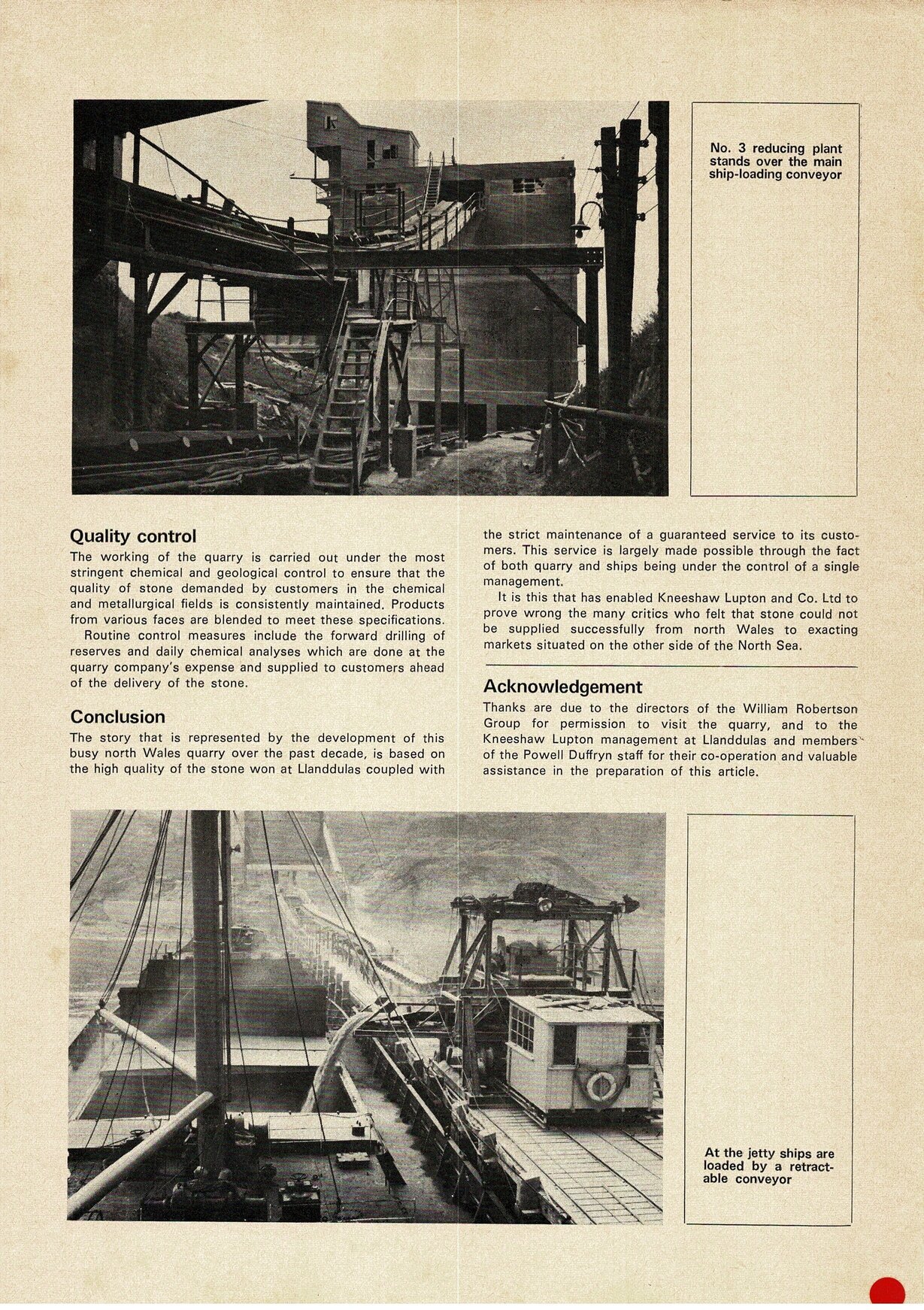
Further storage capacity for -¾in +½in material, which constitutes by far the largest proportion of the products of no. 2 reducing plant, is provided by two, 1,000-ton Hillcoat industrial silos. This is an unusual but economical and versatile type of storage system which is not unattractive in this location. It is built up of ‘air-cellated’ concrete staves produced from high-strength concrete and tongued and grooved for interlocking during construction to provide tight joints. Running transversely through each stave unit are air cells which form an insulating blanket in the completed silo, giving protection against condensation or low temperatures. Steel-hoop reinforcement is used on the outside at specific intervals with full post-tensioning. The exterior is grouted.
Material from the bins can also be taken off the reclaiming conveyor on to a 24in conveyor which then feeds a stocking conveyor. This discharges either into an 800-ton bin which takes -⅜in +¼in chippings or on to one of two stockpiles for -¾in +½in or -1½in +¾in stone. The stocking conveyor can also be fed from the main reclaiming and ship-loading conveyor.
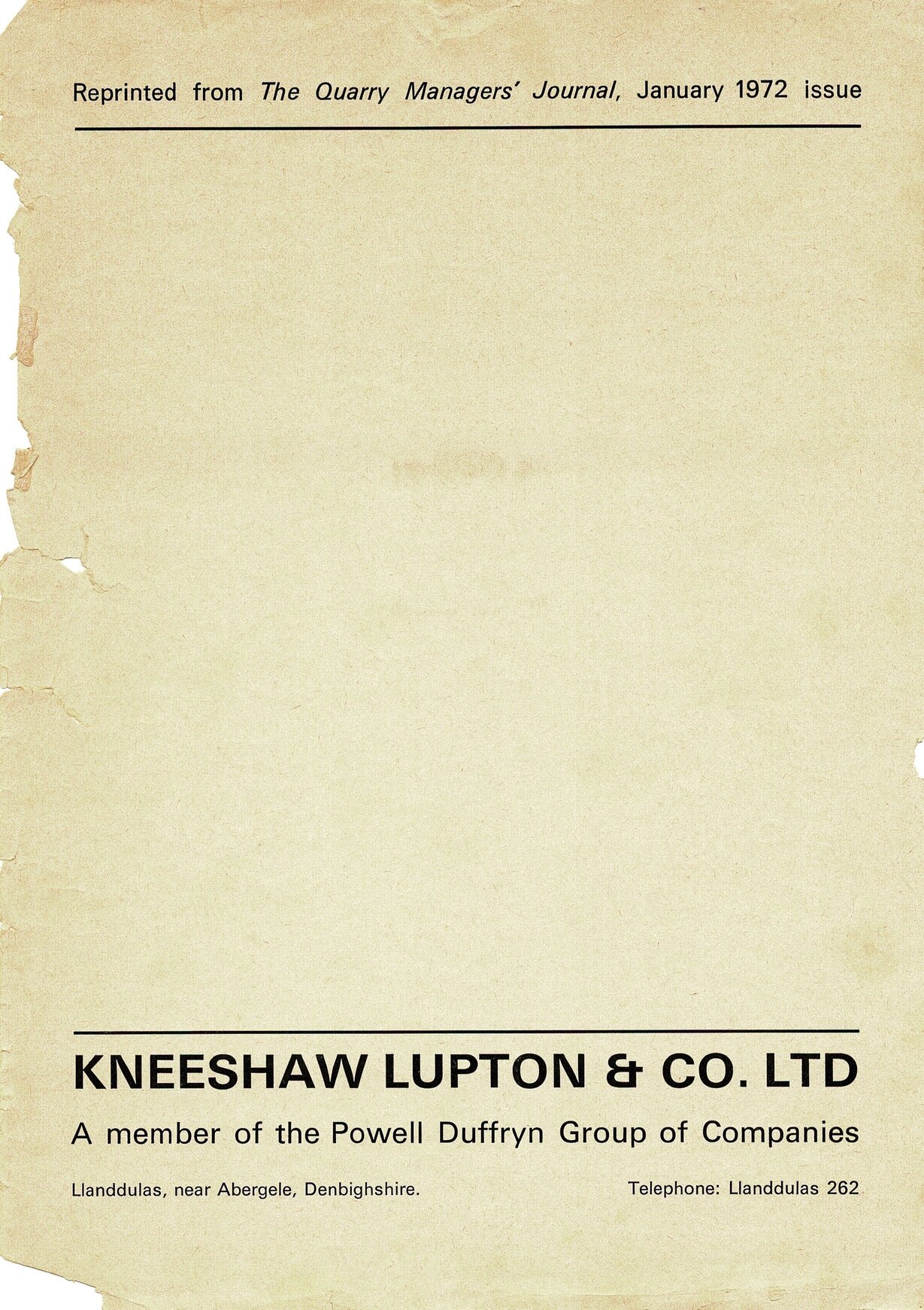
No. 3 reducing plant
Further down the ship-loading conveyor and almost on the beach is the no. 3 reducing plant which consists basically of a feed bin and Lanway hammer crusher and a 4,000-ton storage bunker. This plant produces solely -3mm dust for shipment; it is fed either with surplus chippings or with the undersize rejected during shiploading by a second static grizzly situated on the beach. It is essentially, then, a balancing plant utilizing as feed any grade of chippings which is surplus at the time from the other plants.
Material travelling along the 42in ship-loading conveyor is passed over the static grizzly which takes out the below-size (-1in) chippings and fines. These are taken by a 24in conveyor to the feed bin over the Lanway hammer crusher which reduces everything to -3mm.
A travelling conveyor then distributes the crushed stone over one side of the storage bins, while the other side is used to store -⅜in +¼in, -¼in +⅛in and -⅛in material taken off the ship-loading conveyor ahead of the grizzly. Both sets of bins discharge on to 42in conveyors which feed the main ship-loading conveyor.
Ship-loading
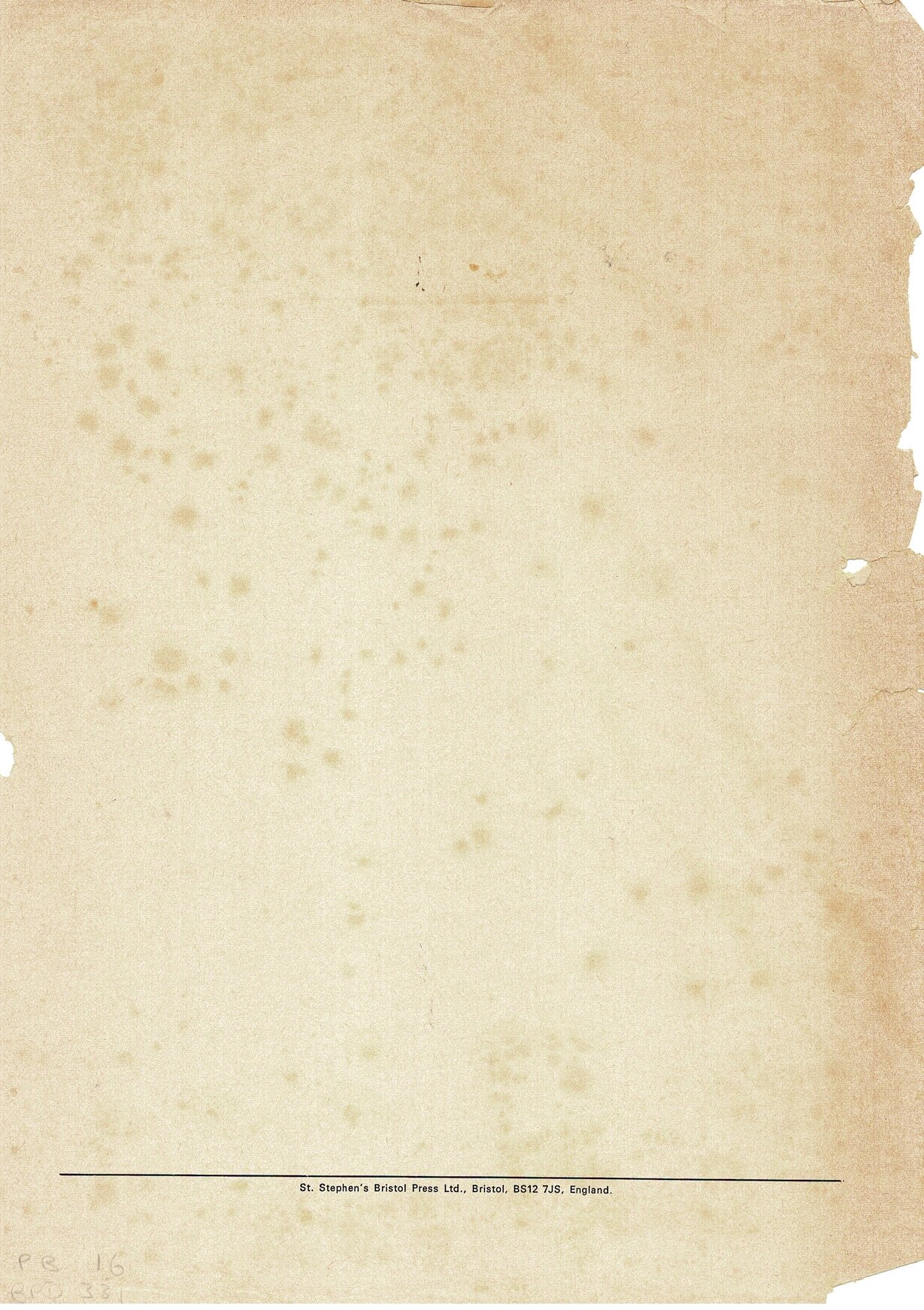
The ship-loading conveyor is fitted with belt-weighing equipment and leads to a loading head consisting of a travelling, tilting retractable conveyor to facilitate loading with a minimum of breakage.
Starting and stopping of all ship-loading machinery – which is arranged on a conventional system of sequence interlocking — together with the Blake Denison weighing equipment, is centrally controlled from a console at the jetty.
The shipment of such large quantities of stone is a very complicated operation involving the loading of well over 1,500 tons a day on average over a jetty which dries out at low tide. A high rate of loading (in excess of 1,000 tons/h) is essential and this, combined with a steep incline down to the jetty, presents considerable problems of administration and maintenance.
Loading in fact takes place day and night as dictated by the tides, and every day of the year, with the exception of Christmas Day and Boxing Day. The loading crew even live on company property — in a row of cottages near the jetty – so that they are always at hand.
The ships, which are mainly used for the carriage of the quarry’s sea-borne sales, are small bulk carriers; the loading time is very short indeed.
An additional refinement in the shipping operations is the use of a VHF radio installation for communication with ships at sea up to about 50 miles distant.
The company also employ a master mariner to supervise loading of the vessels and act as pilot to ships which are new to the run.
Quality control
The working of the quarry is carried out under the most stringent chemical and geological control to ensure that the quality of stone demanded by customers in the chemical and metallurgical fields is consistently maintained. Products from various faces are blended to meet these specifications.
Routine control measures include the forward drilling of reserves and daily chemical analyses which are done at the quarry company’s expense and supplied to customers ahead of the delivery of the stone.
Conclusion
The story that is represented by the development of this busy north Wales quarry over the past decade, is based on the high quality of the stone won at Llanddulas coupled with the strict maintenance of a guaranteed service to its custo mers. This service is largely made possible through the fact of both quarry and ships being under the control of a single management.
It is this that has enabled Kneeshaw Lupton and Co. Ltd to prove wrong the many critics who felt that stone could not be supplied successfully from north Wales to exacting markets situated on the other side of the North Sea.
Acknowledgement
Thanks are due to the directors of the William Robertson Group for permission to visit the quarry, and to the Kneeshaw Lupton management at Llanddulas and members of the Powell Duffryn staff for their co-operation and valuable assistance in the preparation of this article.
Gadael Ymateb